HOUTVERBINDINGSLOOK (HVL)
ARBEIDSINTENSIVITEIT
Een houtverbindingslook doet zich kenmerken door een naad op 90° in plaats van de naad op 45°, die kenmerkend is voor een pvc-raam en/of -deur. Om die bewerking mogelijk te maken, zijn er echter wel veel middelen nodig om een kwaliteitsvolle houtverbindingslook te realiseren, en die mogen niet onderschat worden.
Zagen
Om de houtverbindingslook te bekomen, worden twee pvc-profielen klassiek gezaagd op 45°, waarop de andere profielen gezaagd worden onder een hoek van 90°.
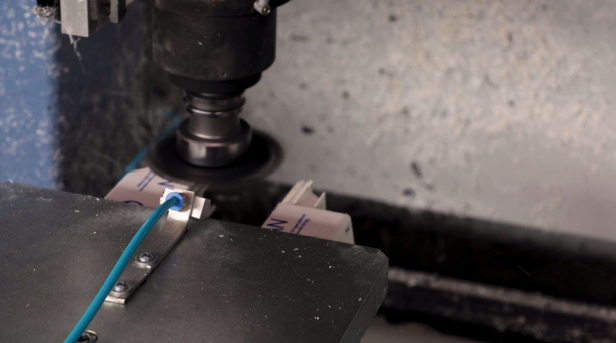
Tegenprofileren of contramallen
Een bijkomende en cruciale bewerking die bij de totstandkoming van de houtverbindingslook noodzakelijk is, is het tegenprofileren van de profielen gezaagd op 45 en 90°. Het profiel van 90° moet namelijk voor een stuk gefreesd worden onder een hoek van 45°. Het andere profiel dat eerder onder een hoek van 45° werd gezaagd, moet dan tegengeprofileerd worden onder een hoek van 90°.
Lassen
Een laatste bewerking is het lassen van de twee in elkaar passende stukken. Belangrijk daarbij is de aanwezigheid van een verstelbare lasspiegel met de mogelijkheid om zich te beperken in de hoogte en/of lengte, want in het geval van de houtverbindingslook wordt het pvc-kader niet rondom gelast. Het bepalende deel van de houtverbindingslook wordt namelijk niet gelast.
RECHT-OP-SCHUINVERBINDING
Deze laatste bemerking, het feit dat de houtverbindingslook voor een deel niet gelast wordt, is meteen een van de nadelen van de unieke verbinding. Het risico bestaat namelijk dat de verbinding in kwestie waterdoorlatend is of mogelijk zal worden met verloop van tijd. Om dat probleem tegen te gaan, en deze oplossing heeft vooral betrekking op de traditionele lasmachines, worden de meeste kaders, uitgerust met een HVL, uitgevoerd met een recht-op-schuinverbinding. In deze uitvoering is het onderste profiel uitgevoerd met een helling van zo'n 20 tot 25° waarop het water bij regen niet kan blijven staan en eenvoudigweg afloopt.
Lassen zonder lasnaad
Toch bestaan er tegenwoordig ook machines die in staat zijn om te lassen zonder lasnaad. Door te lassen zonder lasnaad, is het bovendien ook zo dat er geen nabewerkingen meer nodig zijn, dit zowel aan de interne zijde van het profiel als aan de 45°-verstekkant.
INVESTERINGEN
De arbeidsintensiviteit van de techniek is echter niet het enige verschil met de klassieke benadering van het produceren van pvc- ramen en -deuren. Ook de investeringen die gemaakt dienen te worden op het vlak van aangepaste of nieuwe machines, zijn niet te onderschatten. Op het vlak van de zaagmachines is er geen enkel probleem.
Contramalfreesmachine
Voor het uitvoeren van de freesbewerkingen of het contramallen kan er gekozen worden voor traditionele contramalfreesmachines. De keuze voor deze minder populaire optie betekent echter wel een arbeidsintensieve benadering, aangezien de machine maar twee profielen tegelijkertijd aankan.
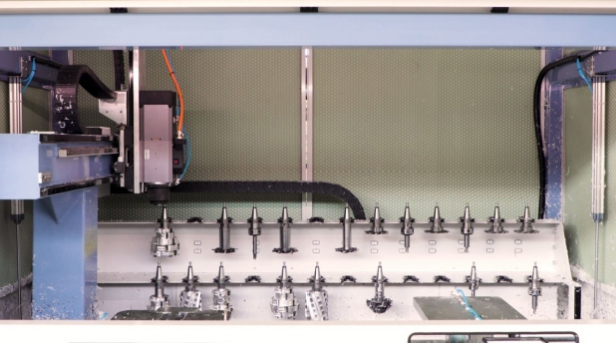
CNC-bewerkingscentrum
De tweede, meer populaire optie is het gebruik van CNC-bewerkingsmachines die kops werken in plaats van in de lengte van de profielen. Het voordeel van deze machines is het beschikken over alle freesmogelijkheden, een toolwisseling via het magazijn … Bovendien werken deze machines per vier of acht profielen. In dit laatste geval is het mogelijk om tijdens het werken te pendelen.
Met andere woorden zijn de CNC-bewerkingsmachines uitgerust met twee zones waar er ruimte voorzien is voor telkens vier profielen. Wanneer de machine bewerkingen uitvoert in de ene zone, kan de operator in de andere zone al de volgende pvc-profielen klaarleggen. Is hij hiermee klaar, dan zijn de bewerkingen in zone 1 uitgevoerd, waarop de operator deze zone kan af- en opladen, terwijl de machine aan de bewerkingen in zone 2 begint. Met de tweede generatie van deze freesmachines worden eventuele zaagtoleranties ook opgevangen.
DIFFERENTIATIE ALS TROEF
Duidelijk is dat er veel tijd en middelen geïnvesteerd dienen te worden om een houtverbindingslook tot stand te kunnen brengen. Maar deze speciale bewerkingen, en dus het unieke aanbod, spelen in op de problematiek van de goedkope, seriematige massaproductie van klassieke raam- en deurverbindingen die geïmporteerd worden vanuit het buitenland. Op die manier kunnen deze uitzonderlijke HVL-verbindingen een rem betekenen voor de eenvoudige serieproductie van deze buitenlandse bedrijven.
DUBBELZIJDIGE HOUTVERBINDINGSLOOK
Bij een enkelzijdige houtverbindingslook is de houtlook enkel te bezichtigen aan de weerszijde van het raam of de deur. Aan de binnenkant vindt men dan de klassieke pvc-verbinding terug. Sinds enkele jaren kent echter ook de dubbelzijdige HVL zijn opmars. Deze ramen en deuren doen zich kenmerken door een houtverbindingslook aan de weerszijde van de profielen, maar ook aan de binnenkant. Concreet betekent dit dat de freesbewerkingen aan zowel de binnen- als de buitenschaal dienen te gebeuren.
Nadeel
De dubbele houtverbindingslook mag dan wel aan een geleidelijke opmars bezig zijn, toch is het concept momenteel nog niet zo populair, en dat heeft zo zijn redenen. Bij een enkelvoudige HVL is het namelijk zo dat 80% van het kader gelast wordt. Dit betekent echter dat 20% van het kader die bewerking niet ondergaat en dus het risico loopt om doorlaatbaar te zijn. In het geval van een dubbele houtverbindingslook (binnen- en buitenschaal) komt dit al neer op een ratio van 60% op 40%.

